محصولات لعاب کامل، روند اصلی صنعت کاشی و سرامیک داخلی در ده سال گذشته هستند و نقصهای سوراخدار لعاب، رایجترین نقص در تولید محصولات لعاب کامل هستند و همچنین یکی از نقصهای تولیدی است که اجتناب کامل از آن دشوار است، که مستقیماًبر کیفیت لعاب محصول و نرخ عالی محصول نهایی تأثیر میگذاردعوامل زیادی وجود دارند که باعث ایجاد عیوب پینهول میشوند، از جمله مواد خام، لعابها، پارامترهای فرآیند تولید و سیستمهای پخت و غیره، و لعابها شامل لعاب کامل و لعاب رویه میشوند. این مقاله عمدتاً تأثیر ترکیب فرمول لعاب رویه را بر عیوب پینهول بررسی میکند، رابطه بین نسبت شار و مقدار کل در فرمول را با طیف پخت گسترده و طیف وسیعی از کاربردها و رابطه بین نسبت مواد با دمای بالا و حجم کل را مورد بحث قرار میدهد و راهحل کنترل سریع و مؤثر و کاهش عیوب پینهول لعاب را مورد بحث قرار میدهد.
این آزمایش در یک کارخانه سرامیکسازی معروف در چینگیوان انجام شد، طول کوره ۳۲۵ متر، چرخه پخت ۴۸ دقیقه، دمای حلقه ۱۱۶۶-۱۱۶۸ درجه سانتیگراد، لعاب رویه با لعاب تراشیدنی و لعاب با روش لعابکاری برای لعاب کامل اعمال شد و تعداد عیوب سوراخ سوزنی در ناحیه ۴۰۰ میلیمتر × ۸۰۰ میلیمتر محاسبه شد. ترکیب بدنه خام، لعاب کامل و مواد اولیه مورد استفاده برای لعاب مورد استفاده در آزمایش در جدول ۱ نشان داده شده است.
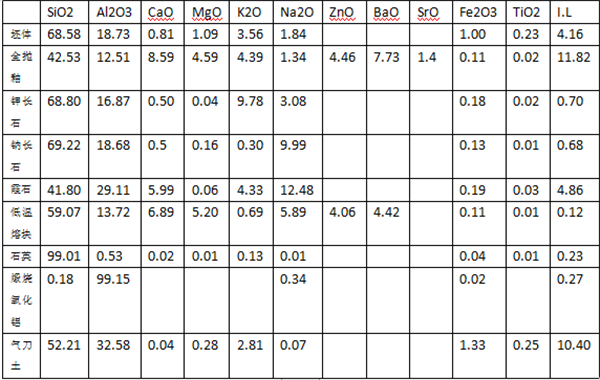
۲.۱ آزمایش تأثیر نسبت شار و نسبت خاک سوخته/آلومینیوم سوخته بر روی پینهولها
اصلی: آلبیت ۱۲، فلدسپات پتاسیم ۳۱، کوارتز ۲۰، خاک چاقوی گازی ۱۰، آلومینیوم سوخته ۲۲، فریت دمای پایین ۳، نفلین ۷، سیلیکات زیرکونیوم ۹.
یک آزمایش دو عاملی سه سطحی بر اساس مربع اصلی طراحی شده است، که شامل عامل A - نسبت شار، عامل B - نسبت خاک سوخته/آلومینیوم سوخته (کوارتز، خاک چاقوی گازی، مقدار فریت در دمای پایین بدون تغییر باقی میماند) میشود.
الف) فلدسپار پتاسیم، آلبیت برای نفلین با نسبت ۳:۱:۳، سطح A1 (آلبیت/فلدسپار پتاسیم/نفلین = ۱۱/۲۸/۱۰)، A2 (آلبیت/فلدسپار پتاسیم/نفلین = ۱۰/۲۵/۱۳)، A3 (آلبیت/فلدسپار پتاسیم/نفلین = ۹/۲۲/۱۶)
ب: آلومینیوم سوخته برای خاک سوخته با نسبت ۳:۵، B1 (آلومینیوم سوخته/خاک سوخته = ۱۹/۶)، B2 (آلومینیوم سوخته/خاک سوخته = ۱۶/۱۱)، B3 (آلومینیوم سوخته/خاک سوخته = ۱۳/۱۶)
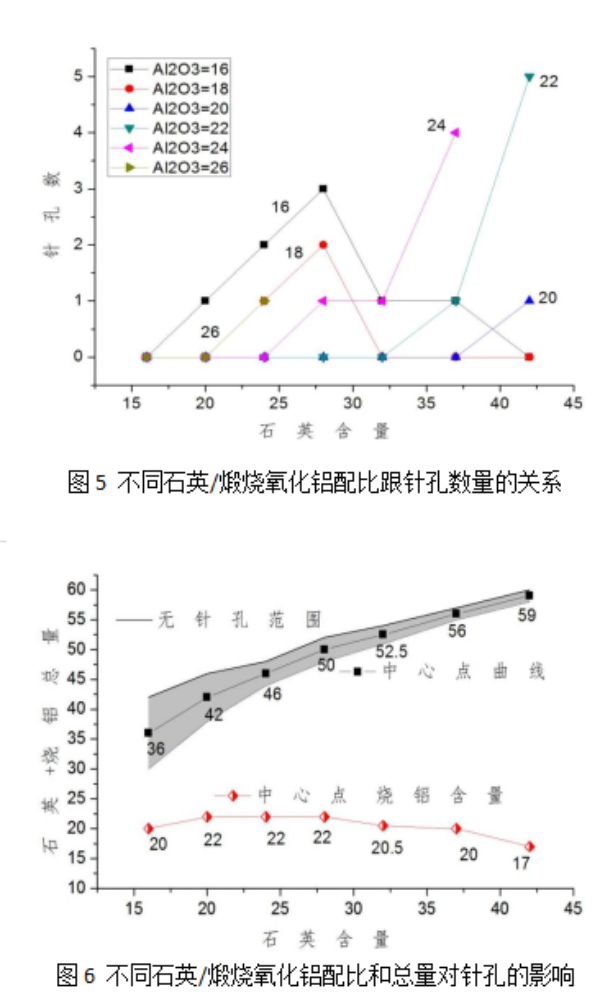
عوامل زیادی وجود دارند که باعث ایجاد عیوب پینهول میشوند و اشکالزدایی و بهینهسازی ترکیب فرمول و محدوده پخت گسترده لعاب لعابدار کامل بدون پینهول، بهویژه بسیار مهم است. با افزایش نسبت نفلین در فرمول لعاب، نسبت فلدسپات پتاسیم و آلبیت کاهش یافت و پینهولها روند کاهشی نشان دادند. با افزایش نسبت خاک سوخته، نسبت آلومینای کلسینه شده کاهش یافت و پینهولها روند افزایشی نشان دادند و برعکس. هرچه مقدار خاک و کوارتز در فرمول بیشتر باشد، ناحیه بدون پینهول باریکتر و دامنه پینهول کوچکتر میشود.کاربرد فرمول،هرچه محتوای نفلین و آلومینای کلسینه شده بیشتر باشد، دامنه فرمول بدون سوراخهای ریز گستردهتر و دامنه کاربرد فرمول گستردهتر میشود.
(1) پینهولها به دو نوع تقسیم میشوند: پینهولهای دمای پایین و پینهولهای دمای بالا، و ویژگیهای کلی پینهولهای دمای پایین عبارتند از: تعداد پینهولها زیاد، اندازه کوچک، همراه با تعداد زیادی نقص خاردار، و لعاب تککف اساساً جاذب نیست یا بسیار جزئی است. ویژگیهای کلی پینهولهای دمای بالا عبارتند از: تعداد پینهولها کم، اندازه بزرگ، گرمای خاردار کمتر، همراه با نقص دهانه، و لعاب تککف در جذب جوهر سنگینتر است.
(2) برای نقصهای سوراخ سوزنی در تولید، ابتدا لازم است مشخص شود که آیا این یک سوراخ سوزنی دمای پایین است یا یک سوراخ سوزنی دمای بالا، با توجه به شرایط واقعی، آلومینای کلسینه شده برای حل سوراخ سوزنی دمای پایین ترجیح داده میشود و نفلین برای درمان سوراخ سوزنی دمای بالا ترجیح داده میشود.
(3) کوارتز به عنوان یک ماده با دمای بالا در فرمول لعاب پایینی برای بهبود دمای بلوغ لعاب سطحی و ویسکوزیته دمای بالا بسیار کمتر از آلومینای کلسینه شده آشکار است و هرچه محتوای کوارتز بیشتر باشد، ناحیه بدون سوراخهای ریز کوچکتر و دامنه کاربرد باریکتر است.کاربرد فرمول.
محتویات از فوشان سرامیک مگاسین
زمان ارسال: ۲۱ نوامبر ۲۰۲۲








